

Линейка продукции ГТИ для испытаний на герметичность
Основные этапы проверки целостности HEPA-фильтра

I. Стандартная процедура проверки герметичности HEPA-фильтра.
Проверка герметичности HEPA-фильтра является систематической процедурой. Она должна строго соответствовать стандартной методике, что гарантирует точность и надежность результатов тестирования.
² Введение аэрозоля
Введение полиальфаолефинов (ПАО) в поток перед HEPA-фильтрами является важным этапом. Способы введения аэрозоля различаются в зависимости от области применения.
² HEPA-фильтры в системах отопления, вентиляции и кондиционирования воздуха:
Для обеспечения равномерной концентрации аэрозоля при достижении HEPA-фильтра, подача аэрозоля осуществляется со стороны отрицательного давления вентилятора. Если подача осуществляется через воздуховод, точка ввода должна располагаться на расстоянии не менее чем в 10 раз превышающем диаметр воздуховода от HEPA-фильтра; при этом следует минимизировать количество изгибов труб (согласно рекомендациям Американской ассоциации специалистов по экологической науке и технике). На практике достаточно поддерживать концентрацию аэрозоля на входе в требуемый диапазон.
² HEPA-фильтры в ламинарном боксе или сверхчистом столе:
Проверка герметичности такого оборудования относительно проста — аэрозоль можно выводить непосредственно из зоны отрицательного давления вентилятора. Нет необходимости учитывать проблему неравномерной концентрации, вызванную транспортировкой на большие расстояния.
² Подготовка испытательного оборудования
Инициализация и калибровка аэрозольных фотометров являются важнейшими этапами обеспечения точности обнаружения:
Выполните процедуру инициализации в соответствии с руководством по эксплуатации оборудования.
Настройте пороговые значения срабатывания сигнализации (обычно устанавливается на уровне 0,01% от уровня утечки).
Подсоедините пробоотборную трубку ВВЕРХ ПО ТЕЧЕНИЮ к входному пробоотборному отверстию.
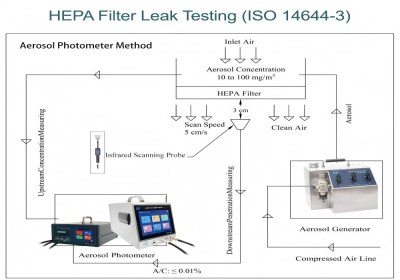
Измерьте и отрегулируйте концентрацию аэрозоля на входе в оптимальный диапазон 10–20 мкг/мл.
На этом этапе необходимо уделять внимание процедурам эксплуатации генератора аэрозоля. Следует убедиться, что гранулометрический состав аэрозоля соответствует требованиям испытаний.
² Операция сканирования
Сканирование является ключевым этапом проверки на герметичность. Его необходимо строго соблюдать в соответствии со следующими рабочими процедурами:
Подготовка: Снимите HEPA-диффузор, чтобы обнажить всю поверхность фильтра и окружающие уплотнения. Область сканирования должна включать: лицевую сторону фильтра, все уплотнения между фильтром и рамой, между рамами, а также между рамой и камерой давления.
² Параметры сканирования:
Сканирующий зонд следует располагать на расстоянии приблизительно 3 см от поверхности фильтра.
Скорость сканирования должна контролироваться в пределах 5 см/с.
Траектория сканирования представляет собой линейное возвратно-поступательное движение.
Смежные линии сканирования должны быть надлежащим образом перекрыты (50% диаметра сканирующего зонда).
² Обнаружение утечек:
Когда измерительный прибор подает сигнал тревоги (утечка превышает 0,01%), это указывает на утечку в этом месте. Затем отметьте это место и используйте силиконовый герметик для временной герметизации или затяжки. После этого проведите повторное сканирование, чтобы подтвердить эффективность ремонта.
² Защита и безопасность:
Операторы должны постоянно носить защитные маски и очки, чтобы предотвратить вдыхание или контакт с аэрозолями. Кроме того, следует периодически проверять стабильность концентрации аэрозолей на входе в систему. Полная проверка каждого фильтра обычно занимает около 5 минут.
НАЖМИТЕ ЗДЕСЬ, ЧТОБЫ ПОСМОТРЕТЬ, КАК ПРИБОРЫ ГТИ ПРОХОДЯТ ТЕСТИРОВАНИЕ.
II. Оценка и обработка результатов тестирования.
Существуют четкие стандарты и процедуры оценки результатов проверки герметичности HEPA-фильтров, обеспечивающие безопасную и надежную работу системы фильтрации.
² Стандарт квалификации
Допустимый уровень утечки для HEPA-фильтров составляет ≤0,01%. Конкретные правила следующие:
² Решение о квалификации:
Если скорость утечки во всех контрольных точках во время тестирования HEPA-фильтра не превышает 0,01%, фильтр считается пригодным для использования и может продолжать применяться.
² Решение о дисквалификации:
Если скорость утечки в какой-либо точке превышает 0,01%, фильтр считается некачественным, и необходимо незамедлительно принять меры по его устранению.
² Обработчик утечки
Для фильтров, не соответствующих требованиям, можно выполнить следующие действия:
² Отметьте место утечки:
Используйте несмываемые маркеры, чтобы точно отметить все места утечек и зафиксировать скорость утечки.
² Стандарты ремонта:
Для устранения протечек в фильтрующем материале можно использовать специальный клей.
Площадь, подлежащая ремонту в случае единичной протечки, не должна превышать 1% от общей площади фильтра.
Общая площадь, подлежащая ремонту в связи со всеми протечками, не должна превышать 5% от общей площади.
Если какой-либо из вышеперечисленных стандартов не соблюден, необходимо заменить весь фильтр.
² Требования к повторной проверке:
После завершения всех ремонтных работ необходимо повторно провести полное сканирование и обнаружение утечек, чтобы убедиться в отсутствии утечек в этих местах и в том, что общий уровень утечек соответствует стандартам.
III. Рекомендации по циклу проверки герметичности HEPA-фильтра.
Различные организации и стандарты предлагают разные рекомендации по циклу проверки герметичности HEPA-фильтров. Пользователям следует выбирать подходящую частоту тестирования, исходя из особенностей своей отрасли.
Например, в руководстве FDA по производству стерильных лекарственных препаратов рекомендуемый цикл составляет один раз в полгода.
Помимо упомянутых выше плановых проверок, проверка на герметичность также необходима в следующих особых случаях:
²После установки или замены:
Для проверки качества установки всех вновь установленных или замененных HEPA-фильтров необходимо немедленно провести их проверку на герметичность.
²Нештатная ситуация:
Экологический мониторинг показывает, что качество воздуха аномально ухудшилось.
Продукт не прошёл тест на стерильность.
Тест на имитацию заполнения питательной среды не пройден.
Быть компонентом исследования отклонений.
²Специальное оборудование:Фильтры HEPA, используемые в оборудовании, таком как сушильные туннели и сушильные печи, также должны проходить проверку на герметичность. Для определения цикла проверки можно обратиться к основному стандарту системы.
IV. Анализ некачественных HEPA-фильтров
HEPA-фильтры могут не соответствовать стандартам во время заводских испытаний или испытаний на герметичность на месте эксплуатации. Причины можно суммировать следующим образом:
²Визуально определяемые причины
Проблемы, которые можно выявить с помощью визуального осмотра или простых проверок:
Повреждение поверхности фильтра:
Очевидные или механические повреждения, которые легко заметить невооруженным глазом.
Незначительные повреждения, которые можно обнаружить с помощью испытательного стенда.
В некоторых случаях для устранения повреждений на заводе может потребоваться профессиональная помощь.
Повреждения в процессе производства:
В процессе производства фильтрующий материал подвергается чрезмерному напряжению.
Случайные повреждения, вызванные неправильной эксплуатацией человеком.
Локальные повреждения фильтров подлежат ремонту, но должны соответствовать стандартным требованиям.
Дефекты герметизации:
Утечка воздуха в месте соединения фильтра и рамы фильтра (наиболее распространенная причина дисквалификации).
Утечка воздуха, вызванная ненадлежащей герметизацией швов.
[Решения]
Использование уплотнительных лент из вспененного полиуретана непосредственно на месте монтажа позволяет избежать проблем со стыками.
Клейкие полоски со швами должны иметь лабиринтную конструкцию интерфейса.
²Причины, связанные с сырьем
Дефекты, связанные с качеством фильтрующего материала:
Недостаточная эффективность фильтрующего материала:
Фильтрующий материал HEPA не соответствует стандартам (эффективность фильтрации ≥99,97% для частиц размером 0,3 мкм при скорости воздушного потока 5,3 см/с).
Фундаментальные дефекты невозможно исправить с помощью постобработки.
Образование пыли в материалах:
Традиционные диафрагменные фильтры плохо контролируют сырье, используемое для изготовления бумажных диафрагм.
Недостаточная чистота в производственной среде фильтрующего материала приводит к образованию пыли.
Некоторые методы тестирования не позволяют выявить причины потенциального образования пыли.
Проблемы процесса обнаружения:
Ошибочные суждения, вызванные неправильными методами или операциями тестирования:
Вихревая интерференция:
В процессе сканирования вихревой поток на выходе воздуха переносит окружающую пыль в зону сканирования.
Трудно отличить реальную утечку от ложных срабатываний, вызванных вихревыми помехами.
[Решение]
Производители решают эту проблему, устанавливая контрольно-измерительные пункты в чистых помещениях.
Ошибочная оценка концентрации на последующих этапах производства:
После установки эффективность фильтра не следует оценивать исключительно по концентрации пыли в потоке.
Признаки исправности фильтров могут быть ошибочно оценены из-за других источников загрязнения.
Решение:Для всесторонней оценки необходимо сочетание многоточечного анализа и анализа тенденций.
V. Резюме и рекомендации
Проверка герметичности HEPA-фильтров является важнейшим этапом обеспечения качества воздуха в чистых помещениях и требует разработки систематического плана тестирования и технического обслуживания.
²Стандартизация процесса:Строго соблюдайте процедуру обнаружения — каждый этап должен быть стандартизирован, от введения аэрозоля до сканирования.
²Рационализация цикла:Частота тестирования должна определяться на основе отраслевых стандартов и фактических потребностей. Рекомендуется сокращать интервал между тестированиями в стерильных условиях.
²Оценка результатов:Умейте правильно различать реальные и ложные утечки информации. Для всесторонней оценки состояния фильтра используется комбинация методов.
²Следы проблем:При обнаружении утечек необходимо проанализировать их первопричину с разных сторон, включая материалы, производство, монтаж и техническое обслуживание.
²Полнота записи:Записывайте подробные данные и проблемы, выявленные в ходе каждой проверки на герметичность, и составьте профиль жизненного цикла фильтра.
Систематическое тестирование на герметичность HEPA-фильтров обеспечит их оптимальное рабочее состояние, а также надежную защиту чистого помещения. Если у вас возникли вопросы по тестированию HEPA-фильтров на герметичность, пожалуйста, свяжитесь с компанией ГТИ для получения необходимого оборудования.
НАЖМИТЕ ЗДЕСЬ, ЧТОБЫ УЗНАТЬ БОЛЬШЕ О ГТИ



Получить последнюю цену? Мы ответим как можно скорее (в течение 12 часов)